Pytanie 1
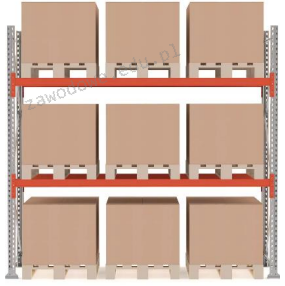
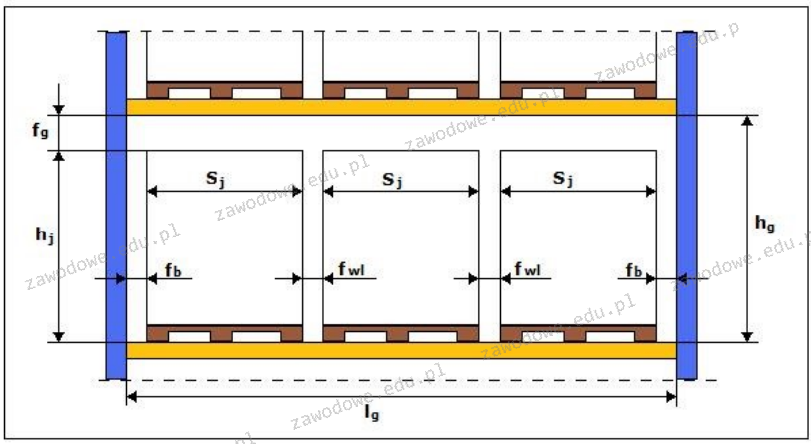
Paletowe jednostki ładunkowe (pjł), utworzone na paletach EUR, są składowane w regale stałym ramowym 0 parametrach przedstawionych na rysunku. Maksymalnie ile warstw kartonów o wysokości 300 mm zmieści się na palecie, jeżeli wysokość gniazda regałowego wynosi hg = 1 600 mm, a wielkość luzu manipulacyjnego fg = 100 mm?
A. 3 warstwy.
B. 4 warstwy.
C. 5 warstw.
D. 6 warstw.
Odpowiedź 4 warstwy jest prawidłowa, ponieważ zrozumienie wysokości gniazda regałowego oraz luzu manipulacyjnego jest kluczowe w kontekście składowania i efektywności w magazynach. Wysokość gniazda wynosząca 1600 mm, po odjęciu luzu manipulacyjnego wynoszącego 100 mm, daje nam 1500 mm dostępnej wysokości do składowania. Dzieląc tę wartość przez wysokość pojedynczego kartonu (300 mm), teoretycznie otrzymamy 5 warstw. Niemniej jednak, w praktyce, bezpieczeństwo i ergonomia przy obsłudze ładunków są także bardzo istotne. Wprowadzenie dodatkowego luzu między warstwami kartonów jest niezbędne, aby umożliwić ich swobodne manewrowanie oraz uniknąć uszkodzeń podczas załadunku i rozładunku. Zgodnie z dobrą praktyką magazynową, zaleca się, aby luz manipulacyjny był brany pod uwagę, co w tym przypadku ogranicza liczbę warstw do 4. Ostatecznie, zrozumienie tych zasad pozwala na bardziej efektywne wykorzystanie przestrzeni magazynowej oraz zwiększa bezpieczeństwo operacji logistycznych.