Pytanie 1
Przedstawiony na rysunku znak, zakazuje
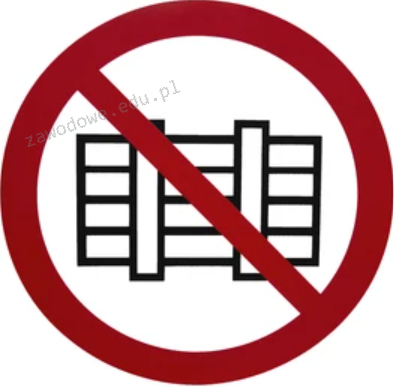
A. siadania na skrzyni.
B. składowania odpadów w skrzyni.
C. zastawiania skrzyni.
D. przenoszenia skrzyni.
Poprawna odpowiedź to "zastawiania skrzyni". Ten znak wyraźnie mówi, że nie można blokować dostępu do skrzyni. Jak wiadomo, znaki zakazu mają nas chronić przed różnymi niebezpieczeństwami. W pracy to bardzo ważne, żeby dostęp do skrzyń z narzędziami był zawsze otwarty. Na przykład w magazynie, gdzie są niebezpieczne substancje, zastawienie skrzyni mogłoby mocno utrudnić szybki dostęp w razie nagłej sytuacji. Poza tym, w Polsce są normy dotyczące oznakowania i takie znaki muszą być widoczne i jasne, co tutaj na szczęście zostało zrobione. Ignorowanie takich znaków może prowadzić do poważnych problemów i naruszeń przepisów BHP, więc lepiej się do tego stosować.